フラットパネルディスプレイ(FPD)はスマートフォンやテレビなどに使用され面積ベースで年平均成長率約3%が見込まれている1)。FPDには耐摩耗性や反射防止などの特性を付与する光学機能性フィルムが使用される。この光学機能性フィルムは基材と機能層からなるが、両者を強く密着させるため、プライマーとして水系ウレタン樹脂が使用されている。プライマーには初期密着性に加え、耐ブロッキング性や耐UV密着性が求められる。
◆ ◆ ◆
本稿では、当社の光学用途向けの熱反応型水系ウレタンプライマーおよび新たに開発したポリマー型水系ウレタンプライマーの優れた性能について紹介する
光学機能性フィルム
FPDを支える光学機能性フィルムは、基材としてポリエチレンテレフタレート(PET)、トリアセテートセルロース(TAC)、シクロオレフィンポリマー(COP)などが使用されており、透明性、耐熱性、耐衝撃性などの特性で用途に応じて選択される。
例えばPETフィルムは硬さ、透明性やコストに優れており、偏光板用保護フィルム、反射防止フィルム、バックライト周辺フィルムなどで使用されている。
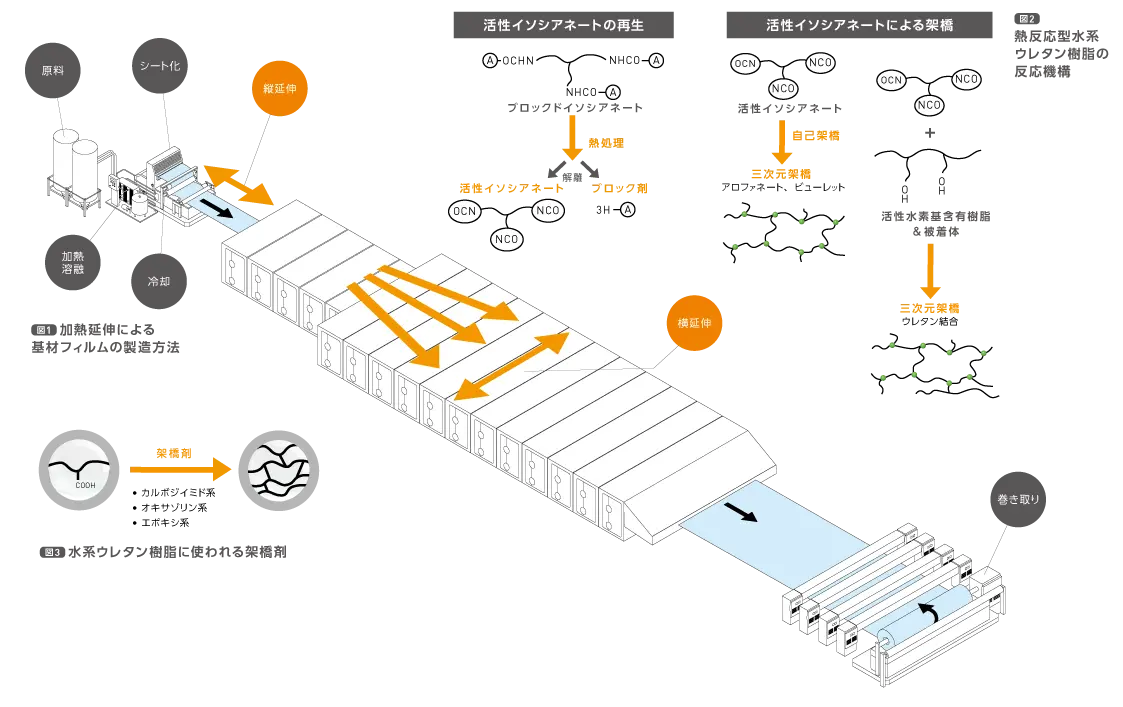
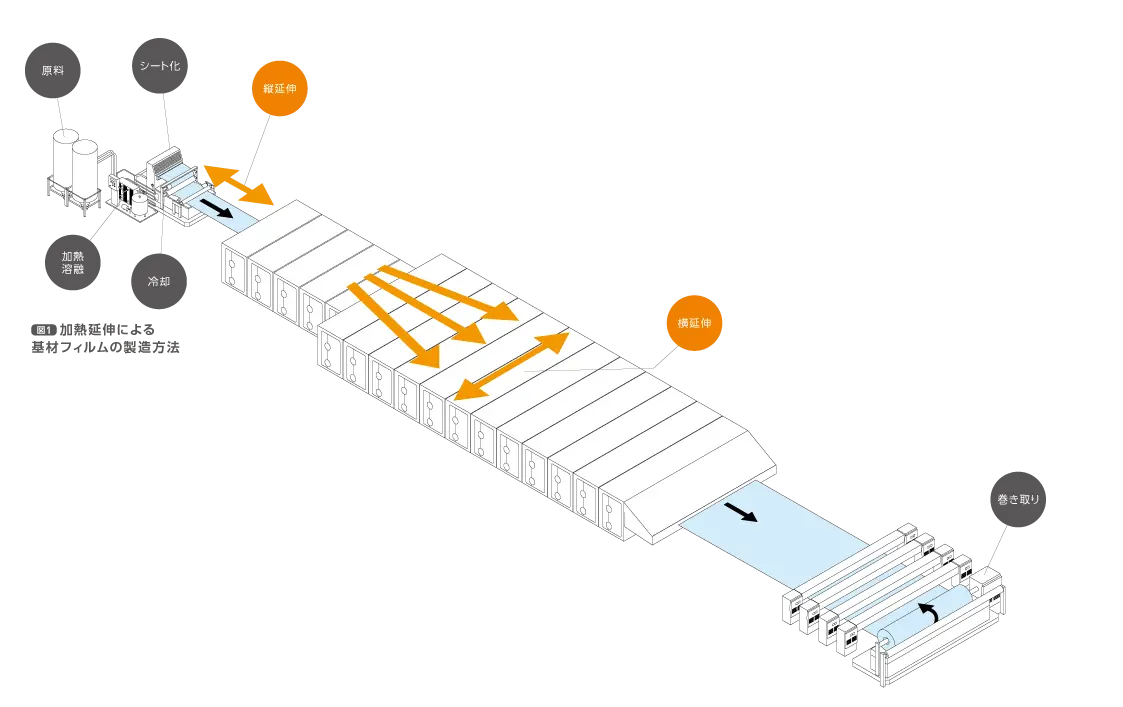
一般的に光学用に使用されるPETフィルムは加熱延伸されて成型されたものが使用される(図1)。
この工程により表面に高い結晶配向が生じ、表面自由エネルギーが低下して不活性になるため、機能層との密着性が乏しくなる。そのため、フィルム表面を改質し、密着性を高める処理を行う必要がある。
フィルム改質の方法としては、コロナ放電処理やプライマー処理などがある。
コロナ放電処理では、コロナ放電によりフィルム表面に水酸基(ヒドロキシル基)やカルボニル基を生成させ、密着性を向上させる。それでも密着性が不十分な場合には、プライマー処理が用いられる。
プライマー処理では、水系ウレタン樹脂などの薄いプライマー層を基材フィルム上に設け、基材と機能層の密着性を大きく向上させる。
機能層はその特性からおもに紫外線(UV)で硬化する塗料が用いられる。
当社の水系ウレタン樹脂
水系ウレタン樹脂とは、ポリオールとイソシアネートの重付加反応によって得られたウレタン樹脂を水分散させたものであり、熱反応型とポリマー型に大別される。
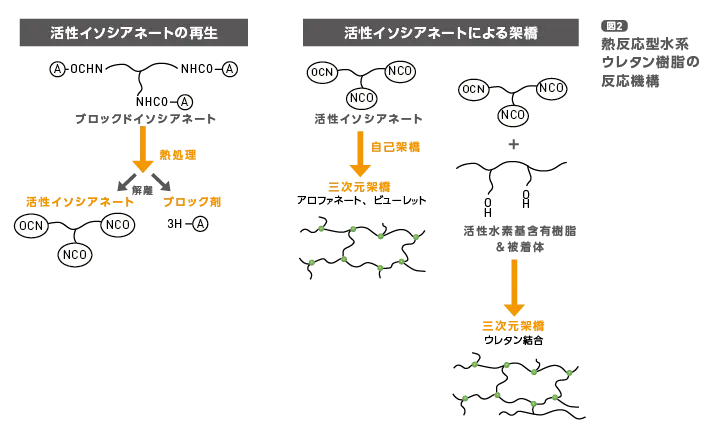
熱反応型は、イソシアネート基をブロック剤で保護した低~中分子量のウレタン樹脂を水中に分散させたものである。加熱するとブロック剤が外れ、活性イソシアネート基が再生される。この活性イソシアネート基が自己架橋反応したり、活性水素基をもつ樹脂や基材(被着体)と反応したりすることで、三次元的な架橋が形成される2)(図2)。
当社のフィルムプライマーとして実績のある熱反応型の水系ウレタン樹脂は、低温解離型のブロック剤を使用しており、塗工液のpHを中性に調整して使用することで解離性を高めている。
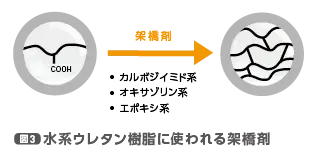
一方、ポリマー型は高分子量のウレタン樹脂を水中に分散させたものであり、乾燥させるだけで容易にフィルムを形成できる。主鎖にカルボキシ基を持つタイプは、架橋剤と組み合わせることで分子量をさらに増加させることが可能であり、密着性や耐薬品性などを高めることができる(図3)。
プライマー層としての水系ウレタン樹脂の役割
プライマー層に求められる性能は、おもに
❶密着性
❷耐ブロッキング性
の2つであり、ブロッキングとは巻き取り後にフィルム同士が張りつく状態のことをいう。
❶ 密着性
インラインコーティングでは、プライマーは加熱延伸前に塗工され、加熱延伸工程を経て成膜される。成膜後に基材と十分に密着することと、その後、成膜したプライマー層にコーティングされる機能層との密着性が求められる。
❷ 耐ブロッキング性
プライマー層がコーティングされたフィルムは、一般的に一度巻き取られてロールの状態で保管される。保管中にブロッキングが発生すると、次の工程で広げた際にフィルムが破れるなどのトラブルが発生する。またブロッキングは高温高湿下で保管する際に発生しやすい。ブロッキング対策は、一般的にアンチブロッキング剤(微粒子)が使用されるが、それだけでは十分ではなく、プライマー自体の耐ブロッキング性の向上も必要となる。
基材フィルムや機能層への密着性は、水系ウレタンプライマーの物性や極性のコントロールによって向上させることができる。水系ウレタン樹脂の骨格はソフトセグメントとハードセグメントから構成されている。ソフトセグメントは主にポリオールの非晶性部分、ハードセグメントはウレタン結合やウレア結合からなる結晶性部分であり、これらを組み合わせることで、硬いものから柔らかいものまで物性をコントロールすることができる。
また、高極性基であるウレタン結合やウレア結合の導入や基材および機能層と極性が近い骨格の導入も可能である。
当社の熱反応型の水系ウレタンプライマーは上述の通り、低~中分子量のウレタン樹脂であることから、基材へのぬれ性・浸透性に優れており、基材への密着性が発現しやすいことが利点である。しかしながら、基材にコーティングした後に熱硬化反応をさせる必要があるため、ユーザーが実施したいラインの速度や乾燥温度によっては熱硬化反応が不十分になり、耐ブロッキング性が悪くなるケースがある。一方、ポリマー型の水系ウレタンプライマーは、高分子量化しているため耐ブロッキング性は発現させやすいが、熱反応型レベルの高密着性を発現することが難しい。
両者の特性を両立させるべく検討した結果、PET基材に対して現行の熱反応型と同等レベルの密着性を持つポリマー型プライマーを開発した。
ポリマー型プライマーの開発
新たに開発したPET基材向けポリマー型プライマーは、PETおよび機能層(当社の光学用で実績のあるUV硬化樹脂)と極性が近い骨格を取り入れ、架橋剤を併用することで、PETおよびUV硬化樹脂両方への密着性を向上させた。これにより、PET/プライマー/UV硬化樹脂の3層でのセロハンテープ剥離試験では剥離はなく、密着性が良好であった。ポリマー型であることから、高温高湿下での耐ブロッキング性は良好であり、熱反応型の水系ウレタンプライマーで必要であった処方液のpH調整が不要となり、ハンドリング性も向上した(表1)。
表1開発品の密着性と耐ブロッキング性評価
|
開発品 |
現行品(熱反応型) |
| PET/プライマー/UV硬化樹脂 初期密着性 |
100 |
100 |
| 耐ブロッキング性 |
◎ |
〇 |
- ■基材フィルム
- PET(未処理)
- ■プライマー塗工方法
- プライマー乾燥膜厚:初期密着性150nm、耐ブロッキング性1μm、プライマー乾燥条件:180℃×1min、pH調整(熱反応型のみ):炭酸水素ナトリウムで0.2~0.3対エラストロン(有姿)添加して調整。
- ■UV硬化樹脂塗工方法
- UV硬化樹脂:エポキシアクリレート系、UV硬化樹脂膜厚:10μm、UV硬化条件:積算照度600mJ/cm2
- ■評 価 方 法
- 初期密着性:1mmマス碁盤目セロハンテープ剥離試験の残存率%、耐ブロッキング性:40℃、95RH%で20時間。ブロッキング全くなし◎、ブロッキングほとんどなし〇
耐UV密着性プライマーの開発
近年、光学フィルムは高機能化されてきており、複雑化した機能層を硬化させる過程で、UV樹脂塗工前にプライマー層にUVが照射されてしまうケースがある。現行の当社の熱反応型プライマーもある程度UVへの耐久性はあるが、UVが複数回照射されると、その後に塗工されたUV硬化樹脂との密着性がやや低下する傾向が見られていた。一方、今回開発したポリマー型プライマーは、UVが照射された後でも基材およびUV硬化樹脂との接着を維持しており、さらなる耐UV密着性の向上が確認された(表2)。
表2開発品の耐UV密着性評価
|
開発品 |
現行品(熱反応型) |
| PET/プライマー/UV硬化樹脂 耐UV密着性 |
100 |
100 |
- ■基材フィルム
- PET(未処理)
- ■プライマー塗工方法
- プライマー乾燥膜厚:150nm 、プライマー乾燥条件:180℃×1min、
pH調整(熱反応型のみ):炭酸水素ナトリウムで0.2~0.3対エラストロン(有姿)添加して調整。
- ■UV硬化樹脂塗工方法
- UV硬化樹脂:エポキシアクリレート系、UV硬化樹脂膜厚:10μm、UV硬化条件:UV硬化樹脂塗工前に積算照度600mJ/cm2 を照射。UV硬化樹脂塗工後に積算照度600mJ/cm2で硬化。
- ■評 価 方 法
- 1mmマス碁盤目はセロハンテープ剥離試験の残存率%
非光学用途プライマーへの展開
開発したポリマー型プライマーについて、ハンドリングの良さとその性能から、非光学用途のフィルムへの展開も進めている。一例としては、ガスバリアフィルムに使用される無機酸化物向けのプライマーで、PETフィルム上に無機酸化物を成膜させることで透明なガスバリアフィルムが得られる。開発品を塗布したPETフィルムに、シリカまたはアルミナをスパッタリングで成膜し、初期密着性を評価したところ、高い密着性を示した。さらに熱水浸漬直後の湿潤状態においても密着性を維持しており、高湿度条件下でも使用できることが示された(表3)。
表3無機酸化物のプライマーとしての密着性評価
|
試験内容 |
開発品 |
現行品(熱反応型) |
| PET/プライマー/SiO2 |
初期密着性 |
100 |
100 |
| 熱水浸漬後密着性 |
〇 |
× |
| PET/プライマー/Al2O3 |
初期密着性 |
100 |
95 |
| 熱水浸漬後密着性 |
〇 |
× |
- ■基材フィルム
- PET(未処理)
- ■プライマー塗工方法
- プライマー乾燥膜厚:1μm、プライマー乾燥条件:120℃×1min、pH調整(熱反応型のみ):炭酸水素ナトリウムで0.2~0.3 対エラストロン(有姿)添加して調整。
- ■UV硬化樹脂塗工方法
- 成膜方法:スパッタリング、無機層膜厚:30~50nm
- ■評 価 方 法
- 初期密着性:1mmマス碁盤目はセロハンテープ剥離試験の残存率%、熱水浸漬後密着性:浸漬直後の湿潤状態において指 で擦り状態を確認。剥離なし〇、剥離あり×
おわりに
今後ディスプレイの視認性の向上や薄型化にともない、光学用フィルムも高機能化が求められており、プライマーにはさらに高いレベルでの耐UV密着や、より薄膜塗工での密着性発現などが求められている。また、機能性を付与するUV硬化塗料も多様化しており、どのような機能層に対しても密着することが要求されている。
当社は長年培ってきた水系ウレタンプライマーの技術をさらに発展させて、これらの課題を解決し、市場での優位性をさらに高めていく。

金子 文弥
Fumiya Kaneko
事業本部 電子・情報事業部 電子・情報研究部 デバイス材料研究グループ